This is a modern Milling, Storage and Cement Issuance Installation with the latest technical advances in the cement sector, providing lower energy consumption and an exemplary environmental behaviour. All the activities carried out in the plant are under the scope of the Integrated Management System implemented according to ISO 9001, ISO 14001, ISO 45001 and ISO 50001 standards certified by an entity duly accredited for this purpose by ENAC. The Narón Cement Factory is also registered in the Galician Register of Centres Adhering to the Environmental Management and Audit System (EMAS as required by Decree 185/1999, of 17 June). The Factory has Integrated Environmental Authorization 2017-IPPC-84-315 granted in 2018. The facility has Integrated Environmental Authorization 2017-IPPC-84-315 granted in 2018. The commitment of the Management to the Integrated Policy of Quality, Environment and Occupational Health and Safety implies the management of the necessary means so that it is known, understood and implemented at all levels of the organization, as well as ensuring that all requirements are satisfied and the necessary means for continuous improvement are established. Clinker is the basic raw material used to manufacture cement and our Silo can perfectly store around 50,000 t. The rest of the raw materials, basically Gypsum, Limestone, etc., are stored in a Conventional Bay with capacity for around 17,000 t. The Mill is, undoubtedly, the heart of the installation. This is a state-of-the-art FLS mill, 14 m long, 4.6 m in diameter and powered by a 4.150 kW motor. With these dimensions, the Plant is capable of producing some 700,000 t of Cement a year. The mill is inside a building with a special closure guaranteeing the maximum acoustic insulation possible. The Cement produced by the Mill goes on to be stored in two completely watertight Double-chamber Concrete Silos, allowing for four (4) different Cement qualities to be distinguished. The whole production process is fully managed and controlled by a Centralised Command via a SCADA System. Located in the Control Room and handled by a single Room Operator, it is possible to control the production process parameters at all times: the start of machines and equipment, consumption control, alarms, etc., parameters that are registered for later analysis or consultation. In this manner, the production process can be carried out perfectly with just one Room Operator and one Field Operator. The Laboratories are in the same building as the Control Room but in perfectly separate areas. Specifically, there is one Physical Laboratory and one Chemical Laboratory. They are both perfectly equipped with latest technology equipment allowing quality of both the raw materials and the cement manufactured to be ensured. Both laboratories are in possession of the necessary certifications to comply with the quality standards according to current regulations. The Plant has a Waste Recycling Centre where the different types of waste generated every day are stored until they are removed by an Authorised Waste Manager. The entire Plant is perfectly developed, with a vegetation perimeter closure and a differentiated drainage network for rainwater and sewage. The rainwater goes to a settling pond, before being discharged into the Municipal network, and the sewage goes to a septic tank.
It is located in the Municipal District of Narón, limiting with Ferrol, and built on a plot of around 64,500 m2.
Cementos Occidentales started to build this plant in October 2005 and it came into operation in January 2007. At the time, Cementos Occidentales created Cementos Gallegos to manage the Installation. SOCIEDAD ANÓNIMA TUDELA VEGUÍN, now Cementos Tudela Veguín S. A., acquired the Installation in July 2009.
Strategically located in the Río do Pozo Industrial Estate of this emerging and industrial Municipality, it has direct access both to the Internal Port of Ferrol, via the AP 9, and to the recently created External Port, via the N-655. In the same way, it is connected directly with the A 6 Motorway and with the A 8 Motorway of the Cantabrian via the AG 64.
The commitment of the Management to the Integrated Policy of Quality, Environment and Occupational Health and Safety implies the management of the necessary means so that it is known, understood and implemented at all levels of the organization, as well as ensuring that all requirements are satisfied and the necessary means for continuous improvement are established.
The Plant can be divided into five (5) large areas or sections for its description:STORAGE OF RAW MATERIALS
 All types of Cement always include Clinker and Gypsum as fixed components, the latter acting as the setting regulator. It also has other additions which, depending on the origin and percentage of such addition, lead to each of the cement types established in Standard UNE EN 197-1.
All types of Cement always include Clinker and Gypsum as fixed components, the latter acting as the setting regulator. It also has other additions which, depending on the origin and percentage of such addition, lead to each of the cement types established in Standard UNE EN 197-1.
All these different Cement components are stored separately. Clinker is stored inside a Dome Silo without any chance of externally emitting dust, either when unloading in the Silo or at the exit of Clinker towards the Mill.
MILLING AREA

The Mill is fed by the Storage Hoppers which, by means of weighing scales, dose the different raw materials (Clinker, Limestone, Gypsum, etc.) to the conveyor belt feeding the Mill and in variable proportions in terms of the type of Cement to be manufactured at each point in time.
The Mill has a burner to dry the raw materials if it were necessary, apart from the process air that is also recirculated and used for drying. For environmental reasons, this burner uses gas natural as fuel.CEMENT STORAGE
The Silos have a total capacity of 15,000 t and, at present, one of them is used to store Coal Thermal Power Plant Fly Ash, ash which can be entered into the milling circuit by using an installation devised for this. This allows the manufacture of certain types of cement used for very specific applications.ISSUANCE OF CEMENT
 Cement can be issued either in bulk or in sacks. In the case of being issued in bulk, there are fully automated loading bellows and scales under the silos in such a way that, when positioning themselves, trucks are loaded automatically without the need for any operator to perform any handling, that is to say, a 24/7 in-bulk Cement issuance service without the need for personnel.
Cement can be issued either in bulk or in sacks. In the case of being issued in bulk, there are fully automated loading bellows and scales under the silos in such a way that, when positioning themselves, trucks are loaded automatically without the need for any operator to perform any handling, that is to say, a 24/7 in-bulk Cement issuance service without the need for personnel.
In the case the issuance is in sacks, the Plant is provided with a Cement Sacking Installation with capacity for over 4,000 Sacks per hour. To be specific, it is a HAVER Rotary Sacking Unit with 12 intakes, followed by a BEUMER Palletizing line. The entire sacking and palletizing installation is automated. The operator only has to position the empty sacks on the Sacking machine feeder and to, at the end of the line collect the pallet with the sacks of Cement, all perfectly packaged. The sacked product is stored in a closed Bay of around 1,500 m2 with a capacity for over 1,000 t.OTHER SERVICES
Control System
Laboratories
Scales
At the entrance to the Plant there are two scales: one controlling raw materials entering and the other controlling the products exiting. Between these two scales is a small building from where all this movement of material is coordinated, even though the access control is fully automated, primarily regarding issuance.Waste Recycling Centre
Urbanisation and Drainage
 Industria
Industria Bodegas
Bodegas Aparcamientos
Aparcamientos Inmobiliaria
Inmobiliaria Medicina
Medicina Internacional
Internacional Arte
ArteThe cement factory, located in La Robla, was built by Hullera Vasco Leonesa at the start of the sixties and was acquired, through the purchase of Sociedad Cementos La Robla S.A., by SOCIEDAD ANONIMA TUDELA VEGUIN, nowadays Cementos Tudela Veguín S.A., in the latter part of the sixties. The wet-process clinker manufacturing and the limitation on the production of its two kilns, made the factory survive in precarious conditions due to the energy costs that were hardly assumable..
The project for a new factory commenced in 2002, with a single dry process kiln with an annual clinker production capacity of 1,000,000 t which included the latest advances regarding environmental and energy issues and which, having been inaugurated in November 2004, is currently the most modern in Europe.

The process starts in the quarry with contrasted reserves for over 40 years, whose installations, with a 1,300 t/h production capacity, are located in the exploitation gap to minimise the environmental impact. The raw material is transported from the quarry to the factory on a 4,100 metre-long conveyor belt without transfers, with a fairing throughout its entire length, in its last section going under one side of the village of La Robla, river Bernesga, national road N630 and the railway track, along a tunnel 1,500 metres long taking the material to a pre-homogenization bay with a surface area of 30,000 m2, where the fossil fuel used in the process is also stored..
The raw material is controlled by means of a CNA 7continuous neutron analyser.
A cuadropol mill with a 2200 kW motor and a 260 t/h production capacity conditions the material supplying the kiln, homogenized in a silo 110 metres high and with a capacity for 16,000 tonnes.

45% of the fuel consumption is carried out in the main burner and 55% in the combustion chamber located at the level of the 2nd cyclone stage of the Dopol heat exchanger, a system that allows for minimising the production of NOx . This chamber is one of the point for introducing alternative fuels in the kiln, in sizes under 200 mm, given its oxidising atmosphere, alkaline environment and temperature conditions.
The Polysius kiln, 60m long, with two supports and 4.20m in diameter, is the nucleus of the clinker manufacturing process, with a production capacity exceeding 3,000 t/day. The fuels used are petroleum coke, as base fuel, and fuel oil or gas for ignition and heating. Also, given its exceptional qualities regarding environmental behaviour it is capable of valuating all kinds of alternative fuel in its main burner.
The clinker exiting the kiln is cooled on a Polytrac with 3 grills, one static and two mobile ones, between which there is a 4-roller crushers and 7 fans to cool the material which is taken, by means of a bucket conveyor, to 2 silos with a capacity for 50,000 tonnes each.
The cement production capacity is of 1,200,000 t/year. The factory has three Fives Lille cement mills, with a capacity of 35 t/h each, provided with a closed milling circuit and latest generation dynamic separators.
The cement is stored in eight silos from where the cement is distributed in bulk, by road or railway, or put in sacks, loaded onto pallets and covered with plastic in the corresponding installation with a capacity for 70 t/h .
 The factory has the MTDs for the cement sector and is totally automated with a POLCID system for analysis of the different process stages, all being centralised in a room from which the entire manufacturing process from the quarry to the bulk distribution of cement is controlled.
The factory has the MTDs for the cement sector and is totally automated with a POLCID system for analysis of the different process stages, all being centralised in a room from which the entire manufacturing process from the quarry to the bulk distribution of cement is controlled.
Ensuring the quality of the clinker, of the cement produced and of the manufacturing processes has always been a priority goal to achieve, for which reason there has been a quality control system in place for many years. It used to be an internal system, since 1988 it is the AENOR Certificate for Products with the N, and now it is according to the UNE-EN 197-1:2011 and UNE-EN 196-10:2008 standards, a strict Quality Management external control system having been implemented since 2001 to ensure the efficiency of the production process, the AENOR Registered Company certificate according to standard ISO 9011: 2001.
Likewise, aware of the fact the manufacture of our products involves an inevitable environmental impact and in order to minimise this, we have successfully implemented an Environmental System in accordance with standard UNE-EN ISO 14001:2004 since 2007, integrating the protection of the environment with the normal operating of the factory.
The factory of La Robla obtained the IEA (Integrated Environmental Authorisation) in 2008, among other things authorising the use of alternative fuels for the first time. Technical activity environmentally contrasted with the experience of over four decades in the most developed European countries regarding environmental protection. The installation for alternative fuel valuation in the combustion chamber came into service in August 2009. This was supplemented by the main burner in May 2011. Project subsidised by the Ministry of Industry to Encourage Competitiveness in 2011.

In this short period of time and thanks to its modern installations, it was possible to reach thermal substitution ratios of 42% in 2011, exceeding even the European average for 2009, 28.1%, the last year for which figures are available.
All this with the highest respect towards the environment. The many controls performed by the Entities Collaborating with the Administration make it clear that under no circumstance have we reached the authorised emission values appearing in the IEA, with the average of these values being 20% under the authorised limit values. This confirms the vast experience existing in the European clinker kilns that have been carrying out this activity for decades.
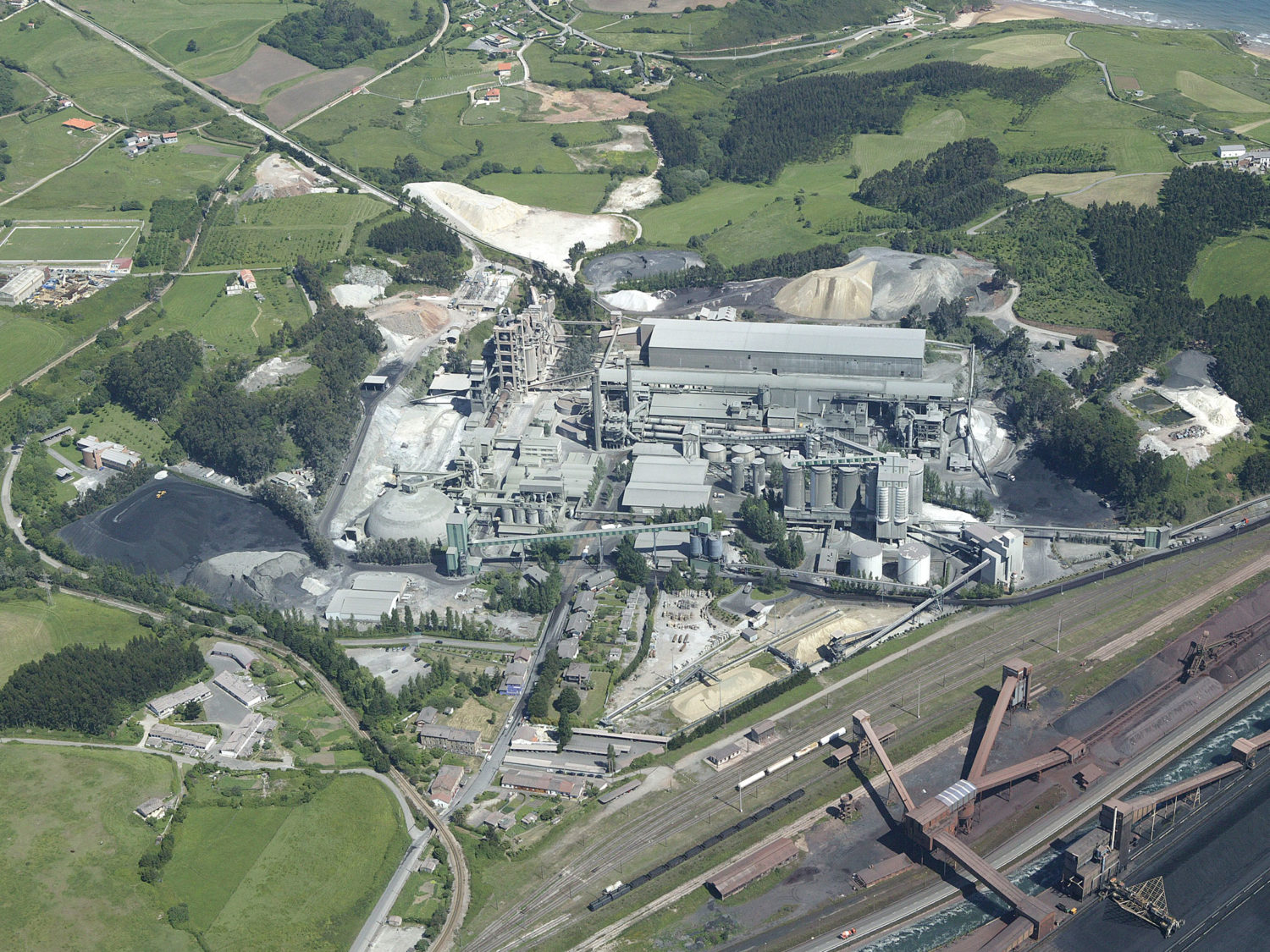
The origin of the Aboño cement factory goes back to 1953, year in which the first wet-process kiln came into service in that installation, located in the town council of Carreño. The consolidation of sales led to carrying our successive extensions, two more wet-process kilns, and to the installation of another cement factory in 1969, Cementos del Cantábrico, S.A., which started up in 1972 a dry-process clinker manufacture line. The project for this new factory included two important conveyor belt connections: the first with the source of raw material to supply the factory, El Perecil quarry, and the second with the port of El Musel, in this way connecting the factory with a cement ship load terminal, to supply a series of issuance points installed in the main ports of Galicia by means of its own fleet.
A great variety of products is offered thanks to the extraordinary versatility of the installations, going from different types of clinker to a wide range of cements and raw materials. In turn, different product presentations are offered, both in bulk and in sacks. This allows for any requirement to be satisfied, from conventional uses to specific made-to-measure applications requested by both national and in international clients, in this way becoming integrated in the complex global market the company is in.
The main objectives are to reach the maximum quality in its products, increase process efficiency and
minimise the footprint on the environment.
An important differentiating element of the manufacturing in Aboño is the use of alternative resources, both regarding materials and energy, for the manufacture of cement. It has been possible to replace 24% of natural resources in the raw materials for the preparation of clinker in the past year. Likewise, thanks to the use of fly ash, blast furnace steelworks slag, limestone and gypsum, a total of 42% clinker substitution has been managed in the manufacture of cement, becoming therefore the factory in Spain with the lowest CO 2 emission ratio per tonne of cement. Energy valuation has recently been included, achieving fossil fuel savings of 16%. A constant optimisation of these objectives is primordial within activity planning.
The activities described are monitored and controlled constantly within a continuous improvement scheme. This has the UNE-EN ISO 9001 Quality Management System Certificate, the UNE-EN ISO 14001 Environmental Management System Certificate and the UNE-EN ISO 50001 Energy Management System Certficate. Likewise, all the cements have the EC certificate of conformity, in compliance with Directive 89/106/EEC of the European Community Council, of 21st December 1988, with all its cements having the AENOR Product Certificate.
On the other hand, each of the production process stages is subjected to a strict environmental control as a basic part of the production, following the guidelines established in the Integrated Environmental Authorisation, obtained in 2008.
The raw materials for manufacturing clinker come from El Perecil quarry, located in Perlora, some 4 km from the factory and from where the material, after going through a crusher, is sent to the factory via a series of conveyor belts with a capacity for 500 t/h. Once there, this material goes through a sample tower allowing for the control of the raw material chemical composition, to later be stored in the prehomogenization bay, with capacity for two heaps of 20,000 tonnes. While one heap is being formed from the quarry, the one formed previously feeds the raw mill, where the drying and milling occurs down to a particle size which allows for the reactions to take place in solid stage. This drying is performed with the hot gases given off by the Dopol heat exchanger.
The product from the milling, commonly known as “flour”, is stored in two homogenization silos. The four-stage heat exchange tower is fed from these silos. In this installation, the flour is found against the current of the gases exiting the kiln, producing its descarbonisation. Once descarbonised and at a temperature of 1,000 ºC, the flour enter the rotary kiln, 78 m long and 4.6 m in diameter. The rest of the chemical reactions giving rise to clinker occur here.
The provision of fuel to the kiln is made via the main burner, located in the kiln, and via the precalciner, located where the kiln meets the exchange tower. The high temperature at the entry to the precalciner (1,000ºC) and its dimensions (guaranteeing a residence period of around 3 s) allow for a contribution of 20% of the energy required by the process at this point. This energy contribution can be made by means of two pulverised fuel burners, or through a conduit enabled for introducing alternative fuels.
The fuel used in the main burner and in those of the heat exchanger is petroleum coke, which is milled in two vertical roller mills which make use of part of the output gases to dry it.
At present, energy is being valued by the precalciner in the form of discarded tyres and ground wood.
At the exit from the kiln, the clinker falls on a cooling grill where it cools down suddenly, with a freezing of the crystalline stages, and also making use of part of the secondary air as contribution of the secondary air to perform the combustion at the header of the kiln. Once out of the cooler, the clinker is transported to a covered store, from which the cement mills and truck loading can be supplied.
There are 5 ball mills for the cement milling process. From its origin to this date, the factory has suffered constant changes seeking to improve the quality of its products, the improvement of competitiveness and the respect for the environment. These efforts have resulted in the installation of two vertical mills milling blast furnace steelworks slag and cement in 2002 and 2011 respectively. The last of these was subsidised by the Ministry of Industry.

Together with these two mills, a cogeneration installation was put into operation jointly with HC Energía in
2011. This installation generates 10 MW with two Rolls Royce gas motors, and its exhaust gases are used
for drying and milling granulated slag.
The system for storage of the final products is formed by 15 silos for bulk loading trucks and with abcapacity for loading ships via conveyor belt from the factory to the installations of the loading silos of theport of El Musel.
There are also five silos supplying two sacking units, with respective capacities for sacking 100 and 150 tonnes per hour in 35 kg sacks, which supply a pallet loader with a capacity for 4,000 sacks per hour.
The entire factory is computer-controlled from a Control Room.
The factory has a laboratory basically destined to:
– The chemical and mineralogical characterisation of the different quarry faces.
– The correction of the material coming from the quarry and the adjustment of the pre-
homogenization heaps.
– The chemical and characterisation and grain-size distribution of the flour mill, together with the
correction of this supply.
– Chemical and mineralogical composition, humidity and grain-size distribution of external materials
(setting regulators, blast furnace steelworks slag, fly ash, iron and alumina contributors).
– Control of the material supplying the kiln (fineness, chemical composition).
– Fuel: Heat capacity, grain-size distribution, humidity, sulphur content, ash, volatile matter.
– Clinker: Chemical composition, cooking degree, grain-size distribution.
– Milling processes: Supply composition, grain-size distribution.
– Finished products: Chemical, physical and mechanical tests considered in the current legislation.